
Food & Beverage
Conveyor & Handling System Solutions
Wipe down and heavy wash down sanitary solutions for your food, baking and beverage needs
When handling food and beverage products, sanitary manufacturing is critical. Food products require clean, sanitary conveying to meet the strictest sanitary requirements. That's why Shuttleworth has several options to ensure the food industry has safe food conveying solutions that meet FDA regulations and more.
We've developed numerous conveyor systems for food and beverage products including:
- Biscuits
- Bread
- Cakes
- Cheese
- Cookies
- Crackers
- Food Cups
- Frozen Pancakes/Waffles
- Juice Boxes
- Peanut Butter
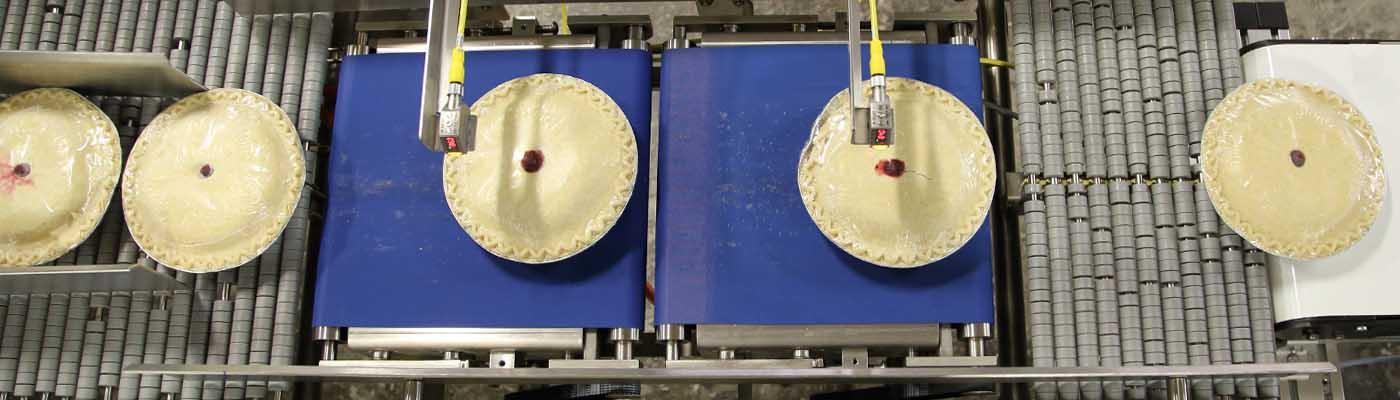
- Pies
- Pizza
- Prepared Meals
- Tea
- Tortillas/Flatbreads
- Yogurt
- and more!
When
it comes to handling food and beverage products, we can help you
identify the challenges and then design a solution. We've designed
custom applications for food manufacturers with products in bags,
cartons, trays, wrapped and more. For food product handling and food
conveyor systems, we provide a variety of solutions including clean
conveyors, wipe down conveyors, stainless steel conveyors and heavy wash
down conveyors to provide the best automated conveyor system solutions
using our engineering innovation, ability to listen, and service after
the sale to cater to our customers’ needs.
The SmartFeed conveyors use a low line pressure roller surface to allow for gentle accumulation, minimizing potential product damage while allowing the wrapper to properly space the products. With this conveyor, food products receive the perfect amount of speed and precision for your smooth and consistent conveying and material handling needs. SmartFeed is ideal when used as an infeed conveyor, since it is designed to release a pattern of multiple products in time with a flighted or belted wrapper infeed. With all of the necessary consideration when manufacturing food products, Shuttleworth provides precise and reliable food conveyor solutions to meet the demands of today's manufacturers.